Expanded Polypropylene (EPP) stands out as a recyclable closed-cell molded foam, boasting an impressive array of properties rarely matched by other materials.
Once the EPP beads undergo expansion, they are seamlessly fused into basic blocks suitable for CNC prototyping or intricately molded into complex shapes within a steam chest.
What is EPP Foam Made Of?

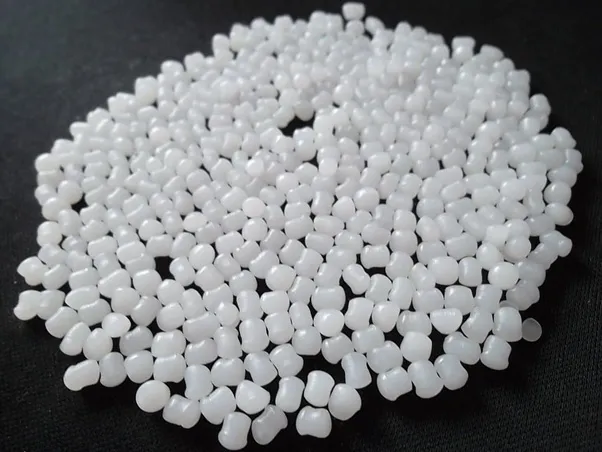
Expanded Polypropylene (EPP) foam is primarily made of polypropylene beads, a type of thermoplastic polymer. These beads are expanded using steam and pressure during the manufacturing process, forming closed-cell foam structures characteristic of EPP foam.
Additionally, additives may be included during production to enhance specific properties of the foam, such as increased rigidity or flame resistance, depending on the intended application.
How Does EPP Work
EPP foam’s functionality stems from its unique closed-cell structure. Each tiny, expanded polypropylene bead contains trapped air. When subjected to impact or pressure, these closed cells can compress, absorbing and dissipating the energy of the force.
This ability to deform and then return to its original shape, known as high resilience, makes EPP an excellent material for impact protection and cushioning. The density and size of the beads can be controlled during manufacturing to tailor the foam’s stiffness and energy absorption characteristics for specific applications.
Furthermore, the closed-cell nature of EPP contributes to its other beneficial properties. It makes the foam water-resistant, as water cannot easily penetrate the sealed cells. This also provides good thermal insulation because the trapped air within the cells acts as an effective barrier to heat transfer. Additionally, EPP exhibits good chemical resistance and a high strength-to-weight ratio, making it a durable yet lightweight solution for various applications across industries like automotive, packaging, and sports equipment.
How to Make EPP Foam
Expanded polypropylene (EPP) foam, known for its exceptional energy absorption, durability, and lightweight properties, finds widespread use in automotive parts, packaging, and sporting goods. Creating this versatile material involves a fascinating process that transforms small polypropylene beads into the resilient foam we see in various applications.
Let’s explore the key steps involved in manufacturing EPP foam.
Step 1: Pre-expansion
The journey of EPP foam begins with polypropylene resin in the form of small beads. These beads undergo a crucial initial stage called pre-expansion. During this phase, the beads are exposed to steam within a controlled environment, typically a pre-expander vessel. The heat from the steam softens the thermoplastic polypropylene, allowing a blowing agent, usually pentane or butane, which is already impregnated within the beads, to vaporize and expand.
As the blowing agent expands, it causes the polypropylene beads to increase significantly in volume, often by a factor of 15 to 50 times their original size. The extent of this expansion is carefully controlled by adjusting factors such as steam pressure, temperature, and residence time within the pre-expander. This pre-expansion process determines the final density of the EPP foam; higher expansion leads to lower density foam.
Step 2: Conditioning
Following pre-expansion, the expanded polypropylene beads are not yet stable and need a conditioning or aging period. This step allows air to diffuse into the cellular structure created during pre-expansion, replacing the blowing agent. This diffusion process helps to equalize the pressure inside and outside the cells, stabilizing the expanded beads and preventing them from shrinking or collapsing.
Conditioning typically takes place in large silos or storage bins where the pre-expanded beads are held for a specific duration, usually ranging from several hours to a few days. The duration of conditioning depends on factors such as the desired foam density and the size of the beads. Proper conditioning is essential for ensuring the dimensional stability and consistent quality of the final EPP foam product.
Step 3: Molding
The conditioned, pre-expanded beads are then ready for the molding stage, where they are transformed into the desired final shape. This process typically involves placing a measured amount of the conditioned beads into a mold cavity that has the negative shape of the intended part. The mold is then subjected to another cycle of steam heating.
The heat and pressure from the steam cause the pre-expanded beads to further expand and fuse together, filling the mold cavity completely. The cellular structure of the individual beads merges, creating a cohesive and strong foam structure that conforms precisely to the shape of the mold. The molding cycle is carefully controlled in terms of temperature, pressure, and time to ensure proper fusion and the desired density and mechanical properties of the final EPP foam part.
Step 4: Cooling and Ejection
Once the molding cycle is complete, the mold is cooled, usually by circulating water through cooling channels within the mold. This cooling process solidifies the fused EPP foam into the desired shape, allowing it to be handled without deformation. After sufficient cooling, the mold opens, and the finished EPP foam part is ejected.
The ejected parts may undergo further processing depending on the application, such as trimming excess material or undergoing surface treatments. The entire process, from pre-expansion to cooling and ejection, requires precise control and monitoring to ensure the production of high-quality EPP foam products with consistent properties and dimensions.
EPP Shape Moulding Machine



The EPS shape molding machine boasts excellent energy-saving features, leveraging advanced steam proportional pressure-reducing valve technology for precise control and stable steam pressure delivery. Its simple yet robust structure enhances stability and strength significantly.
Equipped with a specialized cooling system, this machine is vital due to its energy-efficient vacuum system technology, reducing energy consumption. The large-scale three-dimensional spray vacuum condensing machine further optimizes vacuum condensation, safeguards the vacuum water pump, and provides an intermediate vacuum interface for future needs.
Operating and controlling the EPS shape molding machine is straightforward, utilizing a user-friendly touchscreen interface for intuitive operation. Additionally, an integrated alarm system ensures systematic operator safety.
EPP Material Uses



EPP (Expanded Polypropylene) stands out as a highly versatile material, prized for its unique combination of properties like energy absorption, lightweight nature, and durability. These attributes make it suitable for a wide array of applications across various industries.
Let’s explore some of the key applications of EPP material.
Automotive Industry
In the automotive sector, EPP plays a crucial role in enhancing safety and reducing weight. It is extensively used in bumper cores, door panels, headrests, and knee bolsters due to its excellent energy absorption capabilities, which help to mitigate impact forces during collisions. Its lightweight nature also contributes to improved fuel efficiency in vehicles.
Packaging Solutions
EPP is also widely employed in packaging applications, particularly for delicate and valuable items. Its superior cushioning and shock-absorbing properties ensure the protection of goods during transportation and handling. Additionally, EPP packaging is reusable and recyclable, aligning with sustainability efforts.
Consumer and Sporting Goods
The versatility of EPP extends to consumer and sporting goods. It is found in bicycle helmets, providing crucial head protection due to its impact resistance. In footwear, it offers cushioning and support. Moreover, EPP’s buoyancy and water resistance make it suitable for flotation devices and pool noodles.
Industrial Applications
Beyond consumer-facing products, EPP finds use in various industrial applications. Its thermal insulation properties make it suitable for HVAC (heating, ventilation, and air conditioning) components. Its chemical resistance allows its use in certain industrial packaging and containers. The durability and strength of EPP also make it useful in material handling solutions.
Where to Buy EPP Foam
Looking to source EPP foam for your projects? This versatile material, known for its energy absorption and lightweight properties, is available from various suppliers. Understanding where to find the right type and quantity is key. Let’s explore some common avenues for purchasing EPP foam.
Online Marketplaces
Online marketplaces like Amazon and eBay offer a wide selection of EPP foam products, ranging from small sheets and blocks to pre-cut shapes and rollers. These platforms often provide convenience and a variety of sellers, making it easy to compare prices and find specific dimensions or types of EPP foam for smaller-scale needs or prototypes.
Specialized Foam Suppliers
Numerous specialized foam suppliers cater to businesses and individuals requiring specific foam materials, including EPP. Companies like Foam Factory, Inc. and Amcon Foam offer various grades, densities, and forms of EPP foam, often with options for custom cutting and fabrication to meet precise requirements for packaging, industrial, or other applications.
Direct from EPP Manufacturers – Buy EPP from Epsole
For larger quantities and potentially more competitive pricing, consider buying EPP directly from manufacturers. Companies such as JSP Corporation and BEWI are major producers of EPP materials. Additionally, you can buy EPP from Epsole. Epsole (Hangzhou Epsole Technologies Co., Ltd.) is listed as a supplier, though their primary focus appears to be EPS machinery. Reaching out to manufacturers directly can provide access to bulk quantities and custom material specifications.
Local Industrial Suppliers
Depending on your location, local industrial supply companies or plastics distributors may stock or be able to source EPP foam. Checking local business directories or industrial supply websites can help identify potential regional suppliers, which might offer benefits like faster delivery or in-person consultations for specific project needs.
Conclusion
Expanded polypropylene (EPP) manufacturing is a multi-stage process transforming polypropylene beads into lightweight, resilient foam. It involves pre-expansion with steam and a blowing agent, followed by conditioning for stability. Molding then fuses these beads into desired shapes using heat and pressure, finalized by cooling and ejection. Precise control ensures consistent, high-quality EPP products.
The initial pre-expansion dramatically increases bead volume, determining the final foam density. Conditioning allows air to permeate the cellular structure, replacing the blowing agent and stabilizing the beads. Subsequent molding in specialized tools fuses these expanded beads under steam, creating the final part’s form. Cooling solidifies the shape for ejection.
Looking for reliable wholesale EPP materials to fuel your production? We offer high-quality beads and expert support to streamline your manufacturing process. Contact us today to discuss your needs and secure a consistent supply of premium EPP for your applications!